
联系方式
销售热线:0755-27058848
0755-27058348
13510090193(同微信)
E-mail:mail@chinarongde.com
地 址:深圳宝安燕罗街道下围水工业区1栋

当前位置:首页 >新闻资讯 > 行业新闻
吊挂式自动喷漆生产线工艺流程阐述
发布时间:2015-07-24 15:00:08 发布人:本站
- 1.产品参数
产品尺寸:直径为800mm的回转体,最大长度为8000mm,表面带有翼状平板;
喷涂范围:产品外表面,表面积为3m2-12m2;
产品重量:主产品重900kg,最大1.5吨,预计采用吊装喷涂;
产品材料:铝合金和复合材料。
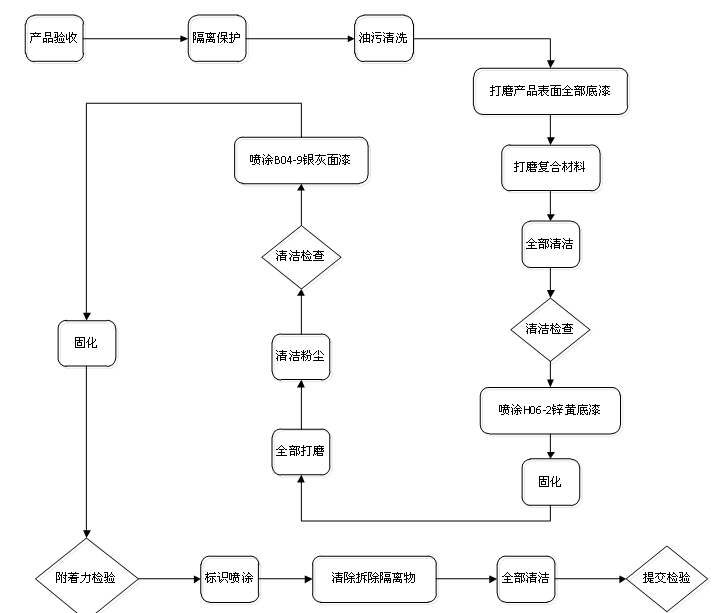
2.现有喷漆工艺流程
以H06-2锌黄底漆、B04-9银灰面漆为例,具体的喷漆过程流程图如图1所示。
3.厂房规划
厂房初步规划如图2所示,生产线所需平面面积为:60mX24m,其中1、2、3、5、6、7站位的面积均为10mX10m;4、8站位面积分别为24mX10m;9、10站位面积和为24mX10m;4站位烤漆房采用导轨预埋方式,每个烤漆房间按三条导轨进行设计;8站位铺设自动化横向移动导轨,可将产品选择性地向4站位调转运输。
图2生产线布局图
备注:①隔离保护站位;②清洗、打磨清洁站位;③底漆喷涂站位;④烤漆固化站位;⑤底漆打磨站位;⑥面漆喷涂站位;⑦标识喷涂站位;⑧展品调转运输站位;⑨交付检验及调转运输站位;⑩调转运输站位。
4.喷漆生产线流程
1)10站位为产品调转运输区,10站位将产品交付至1站位,开始产品的喷涂流水作业。
2)产品首先进入1站位,由工人对产品进行交接验收及隔离保护,之后将产品经由导轨传输至2站位,1站位第一架产品工作结束,进行下一产品的交接验收。
3)2号站位工人接收产品后,对产品进行清洗表面、打磨及清洁,之后将产品经由导轨直接传输至3站位,2站位该架产品工作结束,向1站位发出信号,1站位收到信号后将合格产品经由导轨传输至2站位。
4)3站位接收产品后,对产品进行喷底漆操作。此站位为自动喷涂区域,无需人工操作。喷涂结束后,经8站位调转运输至4站位进行烘烤。
5)4站位为烤漆固化站位,产品进入4站位进行固化,依据室温自动判别后设定产品固化时间。
6)固化结束后,产品经8区调转传输至5站位,在该站位对产品进行打磨及清洗,合格后,经由导轨传输至6站位。
7)6站位接收产品后,对产品进行面漆喷涂工作,此站位为自动喷涂区域,喷涂结束后,对产品进行固化,之后产品经由导轨传输至7站位。
8)7站位工人对产品进行外观、厚度、附着力检查,检查合格后,对产品进行标识喷涂工作。标识喷涂结束后,产品进行固化。
备注:当生产紧张时,6、7站位允许容纳两架产品
9)固化结束后,产品经由导轨传输至9站位,工人对产品进行清除隔离物、清洁、检查等工作,合格后进行检验交付。
10)喷漆生产线厂房设立自动化监控室,监控人员设置1-2名,对整个生产线进行自动化指令的下发及人员协调调动。
该生产线需要配备多辆喷漆车(喷漆车采用吊挂形式与产品对接,并通过安装轮在导轨上运输),通过对小车进行编码,对产品的状态和任务调配进行自动控制。产品在运输车和喷漆车之间的吊装工作在9站位和10站位进行,9站位使用完的小车通过导轨运输到10站位待命,构成闭环。
5.自动喷漆生产线要求
涂料:H06-2锌黄底漆;B04-9银灰面漆;
喷涂厚度:底漆20-30μm,面漆60-80μm;
底漆涂料只一种颜色,面漆颜色多种,需要自动切换涂料;
喷漆房有一定的无尘要求,同时温度>12℃,湿度<75%。
好品质-选荣德:荣德机器人欢迎您!20年研发自动喷涂设备经验,国家级高新技术企业,七百平米实验室提供免费试机打样!免费试喷打样热线:138 2368 0921 白小姐 喷涂视频:http://www.chinarongde.com/
深圳市荣德机器人科技有限公司
深圳市宝安区燕罗街道下围水工业区第1栋
销售热线:0755-27058848/27058348
13510090193(同微信)
服务热线:0755-27058848
采购热线:0755- 27058348
采购热线:0755- 27058348
E - mail:mail@chinarongde.com
在线Q Q:516886857